



Введение в выдувное формование PETG
Что такое ПЭТГ?
PETG (полиэтилентерефталатгликоль) — это тип термопластичного полиэстера, известный своей превосходной прозрачностью, ...
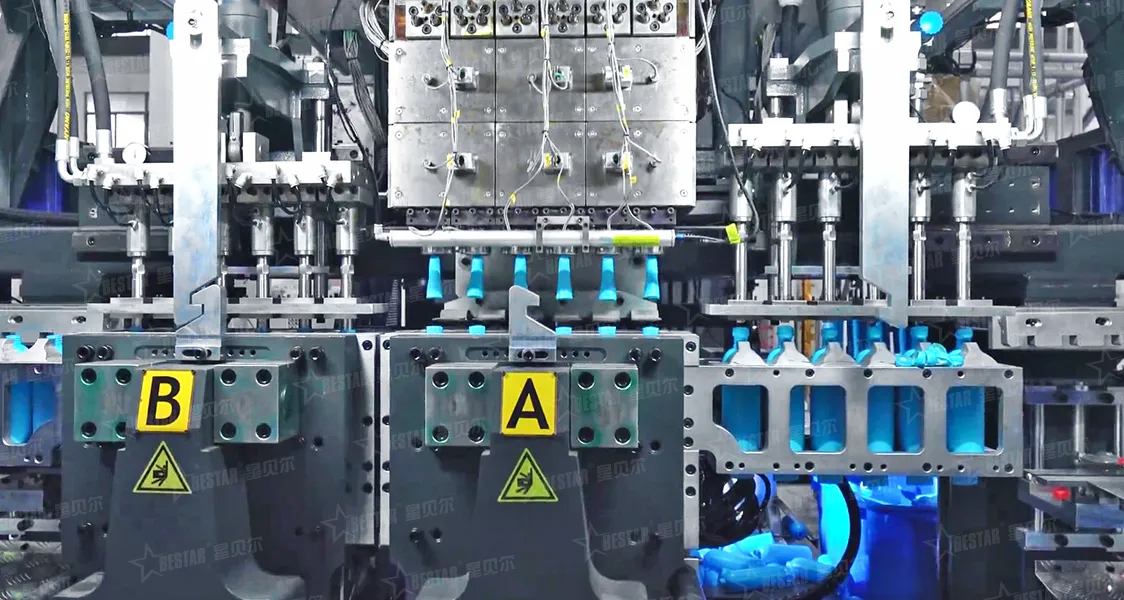
Экструзионно-выдувное формование — широко используемый производственный процесс для создания полых пластиковых деталей. Машина для выдувного формования, используемая для производства емкостей, таких как бутылки, канистры, бочки, а также автомобильных компонентов, таких как топливные баки и воздуховоды.
Пластификация и выдавливание паризона:
1. Сырье: пластиковая смола (обычно в форме таблеток или гранул) подается из бункера в экструдер.
2. Экструдер: Экструдер состоит из нагретого цилиндра с вращающимся шнеком внутри. Когда шнек вращается, он перемещает пластик вперед, плавит его за счет сдвига и внешнего нагрева и гомогенизирует расплавленный пластик (расплав).
3. Головка: расплавленный пластик затем продавливается через головку, которая формирует из него полую трубку, называемую заготовкой. Головка штампа может быть спроектирована таким образом, чтобы контролировать толщину стенки заготовки (программирование заготовки), чтобы обеспечить более равномерную толщину стенок конечного продукта, особенно для изделий сложной формы.
Парисон зажим:
1. Заготовка выдавливается вниз и висит вертикально (в большинстве распространенных конструкций).
2. Форма, состоящая из двух частей (с полостью в форме желаемого продукта), закрывается вокруг заготовки, отщипывая один конец (обычно нижний) и запечатывая его. Верхняя часть заготовки остается открытой и соединенной с головкой штампа или удерживается формой.
Выдувание и инфляция:
1. Выдувная игла (или игла) вставляется в открытый конец заготовки (часто через фильеру или отдельное отверстие в форме).
2. Сжатый воздух подается через иглу для выдувания, раздувая мягкую расплавленную заготовку.
3. Давление воздуха заставляет пластик расширяться и принимать форму полости формы.
Охлаждение:
1. Пластик, прижатый к относительно прохладным стенкам формы, начинает охлаждаться и затвердевать.
2. Пресс-формы обычно оснащены охлаждающими каналами, по которым циркулирует охлаждающая жидкость (например, вода) для ускорения этого процесса.
3. Достаточное время охлаждения имеет решающее значение для сохранения формы детали при извлечении.
Открытие и выброс пресс-формы:
1. Как только деталь достаточно остынет и затвердеет, форма открывается.
2. Готовую полую деталь выбрасывают из формы, часто с помощью выталкивающих штифтов или струи воздуха.
Обрезка (Депрошивка):
1. В результате процесса обычно остается избыток материала, известный как заусенец, где половинки формы защемляют заготовку (сверху и снизу, а иногда и вокруг ручек).
2. Эту вспышку нужно обрезать. Обрезка может выполняться вручную, полуавтоматически или полностью автоматически в рамках производственной линии. Обрезанную вспышку часто перетачивают и возвращают в процесс.
